湖北大禹漢光真空電器有限公司歡迎您!



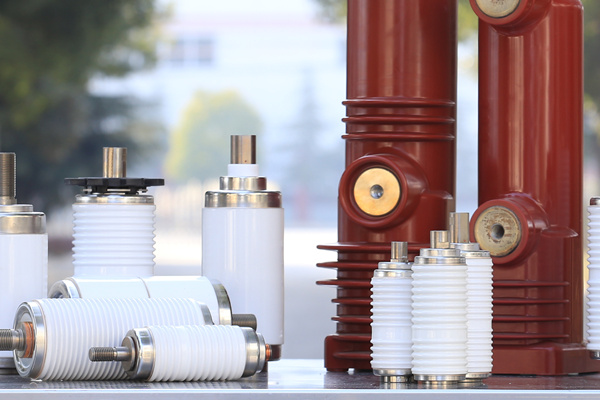
接觸器用真空滅弧室 TJ340A
型號:VITJ12/630-6.3

負荷開關用真空滅弧室 TF314Q
型號:VITF12/630-20

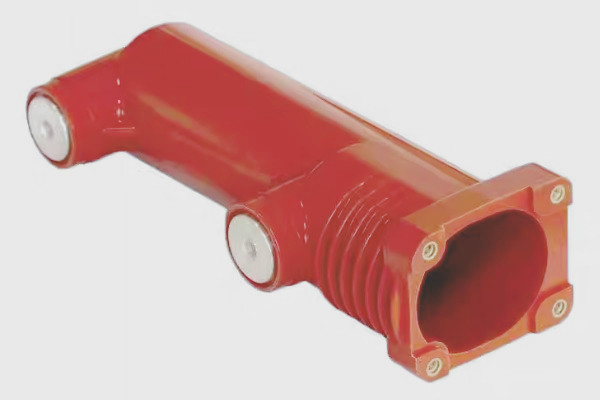
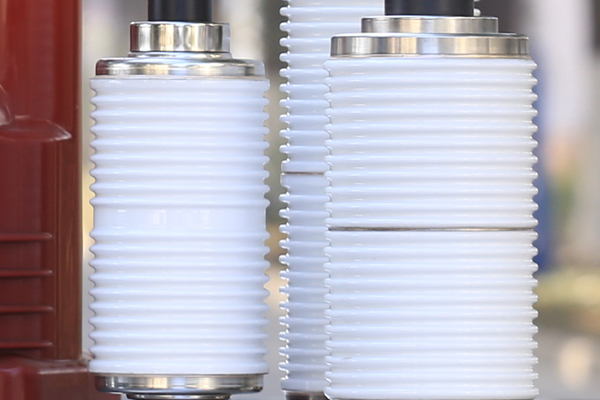
戶外斷路器用真空滅弧室 TD314B
型號:VITD12/1250-25

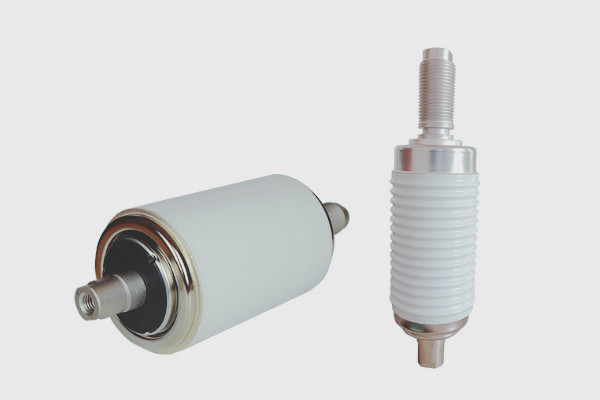
戶內斷路器用真空滅弧室 TD314Y
型號:VITD12/630-25

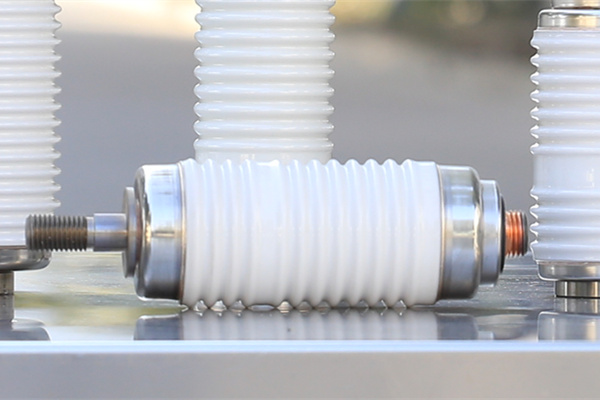
12KV固封極柱用真空滅弧室 TD336G
型號:VITD12/1250-31.5

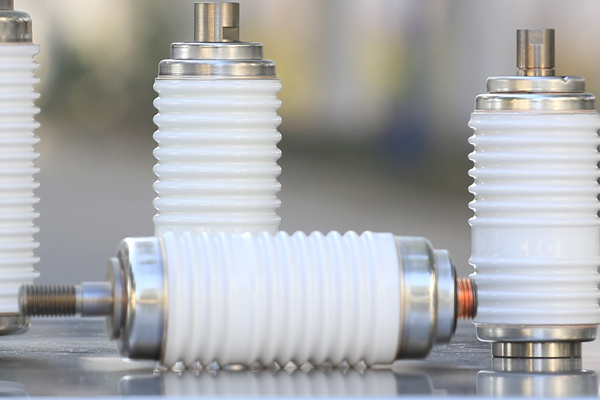
負荷開關用真空開關管 TF314E
型號:VITF12/630-20

固封極柱用真空開關管 TD555P
型號:VITD40.5/2500-25

戶內斷路器用真空開關管 TD546H
型號:VITD40.5/2500-31.5

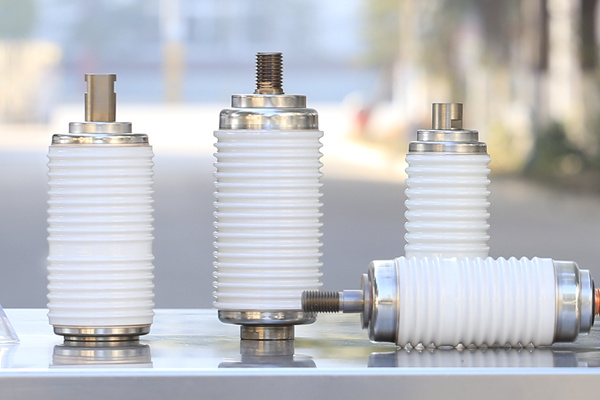
戶外斷路器用真空開關管 TD424B
型號:VITD24/1250-20

高真空度,多數產品真空度為N*10-5Pa;低漏氣率,發出產品漏氣率小于萬分之三;產品投運于國家高鐵項目多年,一直運行良好,深受客戶好評!
核心零部件均采購于知名企業,并按照國家標準嚴格檢驗。擁有精良的計量與檢測儀器,每一道工序有嚴謹的作業指導書,并嚴格執行《質量控制計劃》,公司非常重視過程控制,從生產、檢驗到出廠復測有多重品質專員嚴格把關,公司采用自檢和互檢方式,重重篩選,確保客戶使用優質的產品。

公司現已擁有18項實用新型專利和4項發明專利,和西安交通大學聯合開發的用于國家高鐵項目的真空開關管,產品試用通過,榮獲省科技成果獎。
公司堅持“以質量求生存,以科技求發展”的發展理念,為客戶提供優質、可信賴的產品,并及時為客戶提供細致周到的服務。公司長年重視產品研發,所有技術創新成果均讓利給客戶。

湖北大禹漢光真空電器有限公司系科技型股份制企業,省高新技術企業。公司成立于2007年,位于湖北省孝感市高新技術開發區。2009年3月20日,湖北省首家院士專家工作站在我公司落戶。公司占地面積4萬平方米,建筑面積1.5萬平方米,總資產8000多萬元,員工總數80余人。
公司以真空滅弧室(也叫真空開關管)及真空元器件的研發、生產、銷售和技術服務于一體。現已自主研發生產150多種1.14kV-40.5kV用于真空斷路器、接觸器和負荷開關的真空開關管和固封極柱,廣泛服務于電力、冶金、礦山、石化、鐵路、廣播、通訊和工業高頻加熱等配電系統。產品規格齊全,質量穩定可靠,年生產量達20萬只以上。
公司擁有先進的技術裝備和生產線,采用先進的一次性封排工藝,配以正壓設備的快速檢漏技術,有效地減少了產品漏氣率。特殊的電流電壓老煉工藝,優化設計的真空管,嚴格的工藝生產流程和質量控制過程,確保了產品質量穩定可靠并具有良好的一致性...
7×24小時服務熱線 15971259985